






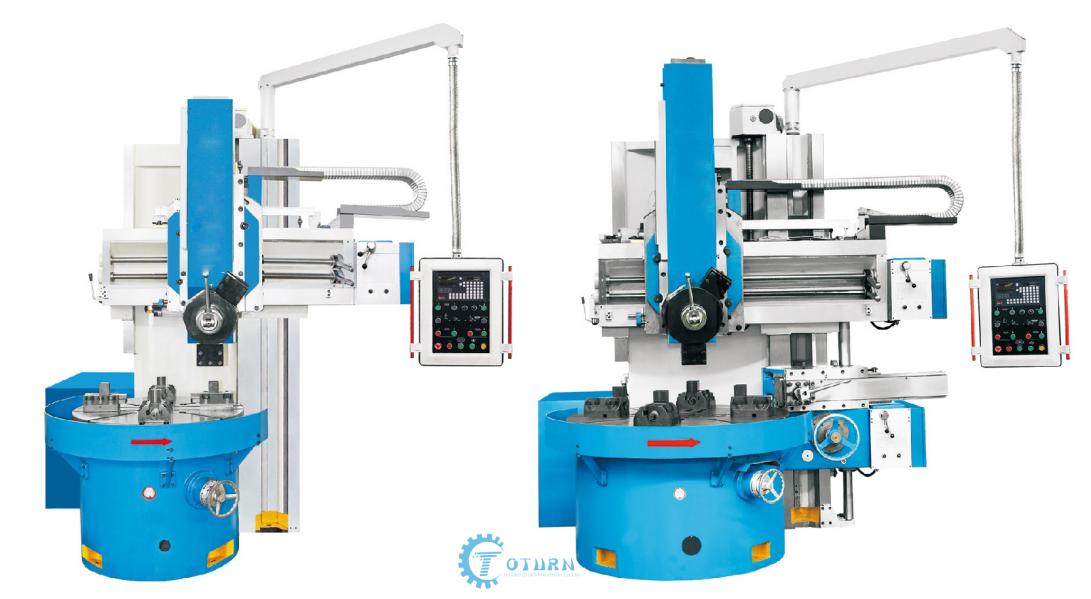
Ero pystysorvin ja tavallisen sorvin välillä on, että sen kara on pystysuora. Koska työpöytä on vaakasuorassa asennossa, se soveltuu raskaiden, halkaisijaltaan suurien ja lyhyiden osien käsittelyyn.
Pystysuuntaiset sorvitvoidaan yleensä jakaa yksisaraiseen tyyppiin ja kaksisaraiseen tyyppiin. Pienet pystysorvit on yleensä valmistettu yksipylvästyypistä ja suuret pystysorvit on valmistettu kaksipylvästyypistä. Pystysuoran sorvin rakenteen pääominaisuus on, että sen kara on pystyasennossa. Pystysorvin pääominaisuus on: työpöytä on vaakatasossa, ja työkappaleen asennus ja säätö ovat kätevämpiä. Työpöytä on tuettu ohjauskiskoilla, hyvä jäykkyys ja tasainen leikkaus. Työkalupidikkeitä on useita, ja työkalu voidaan vaihtaa nopeasti.
TheVTL kone voi käsitellä sisä- ja ulkosylintereitä, kartiomaisia pintoja, päätytasoja, uria, viisteitä jne., ja se on kätevämpi työkappaleen kiinnitys- ja korjausoperaatioissa.
Kaksipylväinen pystysorvi on osa suuren mittakaavan mekaanista laitetta, jota käytetään suurten ja raskaiden työkappaleiden käsittelyyn, joilla on suuret säteittäiset mitat, mutta suhteellisen pienet aksiaalimitat ja monimutkaiset muodot. Kuten lieriömäinen pinta, päätypinta, kartiomainen pinta, sylinterimäinen reikä, erilaisten kiekkojen kartiomainen reikä, pyörät ja työkappalesarjat. Sitä voidaan käyttää kierteitykseen, pallosorvaukseen, profilointiin, jyrsimiseen ja hiontaan lisälaitteiden avulla. Vaakasorviin verrattuna työkappale on kiinnitetty vaakasorvin puristimen sisäpuolelle. Karan akseliCNC pystysuora sorvion pystysuorassa asettelussa ja työpöytä on vaakatasossa, joten työkappaleen kiinnittäminen ja kohdistaminen on helpompaa. Tämä asettelu vähentää karan ja laakerin kuormitusta, joten pystysuora CNC-sorvi voi säilyttää työtarkkuuden pitkään

Pystysuuntainen sorvauskonePääosien rakenteen ominaisuus:
Pystysuuntainen työkalutukea syöttää kaksinopeuksinen moottorikäyttö. Pystysuora työkalutuki syöttölaatikon läpi, ruuvimutterin käyttötyökalun pylväs vaakasuoraan liikkumiseen, kiillotetun tangon läpi, kartiohammaspyörä, ruuvimutteri liian mäntimen pystysuoran liikkeen saamiseksi, työkalun tuen nopeasti liikkuva moottori asennettu syöttölaatikkoon nopeaan täytäntöönpanoa.
Ruokintalaatikko ottaa käyttöön sähkömagneettisen kytkimen, joten riippumatta nopeasta liikkeestä tai syöttöliikkeestä, sekä suunnan valinnasta painikkeella sivustopainikkeen ohjauksessa. Työkalun tuki liikkuu nopeasti tai syöttää positiiviseen tai vastakkaiseen suuntaan moottorin ja peruutuksen avulla.
Pystysuora työkalutuki, joka koostuu kolmesta osasta koostuvasta palkkiluistista, pyörivästä luistista ja painimesta. Pystysuuntainen työkalun tukisylinteri ottaa käyttöön T ram. Pystysuuntainen työkalutuki työkalusarjan viisikulmion kanssa, työkalun liikkeellä käsittely voi rentoutua, pyöriä ja puristaa. Työkalun tuen vaakasuuntainen liike ja painimen pystysuuntainen liike voidaan ohjata keskitetysti, myös käsipyörällä. Pystysuora työkalun tuen mäntäpainon tasapainotus hydraulisen tasapainosylinterin tasapainotuksen avulla ylös ja alas nousemiseksi voima on lähellä.
Viisikulmasarjan pystysuorassa työkalutuessa, joka on varustettu 90 mm syvällä reiällä ja kahden kiristysruuvin reiän teräpalkilla, joita käytetään poraus- ja kalvaustyökalujen asennukseen, loput neljä reikää ovat normaaleja työkalunpitimen keskitysreikiä.
TheCNC vtl koneSuurin osa käyttää korkean lujuuden ja matalan jännityksen valurautaosia, kylmä- ja kuumavikojen käsittelyä, jatkaa elementtimenetelmää molempien rakenteen laskemiseksi, koneella on korkea jäykkyys, hyvä tarkkuus ja vakaat ominaisuudet.
Säde hydrauliöljysylinterillä vipupalkin läpi, joka on kiinnitetty tiukasti pylväisiin, hissin painikkeisiin, paina palkkien painiketta sähkömagneettisen venttiilin sisääntulosuunnan kautta, löysää palkkia ja nosta vaihtovirtamoottorilla, jotta se liikkuu.
CNC pystysorvaussorvi Sovellusteollisuus
Käytetään pääasiassa sähkömoottoreissa, hydrauliturbiineissa, ilmailussa, kaivoskoneissa,
Tekstiilikoneet, metallurgia ja yleinen koneteollisuus.



Kaivoskoneet


Tuulivoimateollisuus


Tekstiilikoneet
Pystysuuntaisia sorveja käytetään tehokkaaseen tarkkuussorvaukseen ja yhdistelmäsorvaukseen ja jyrsintään suurten moottorin alustojen ja suurten levyosien, kuten pyörien, moottorin koteloiden, venttiilien, laippojen, pumppujen jne.


Laakeri



Venttiili
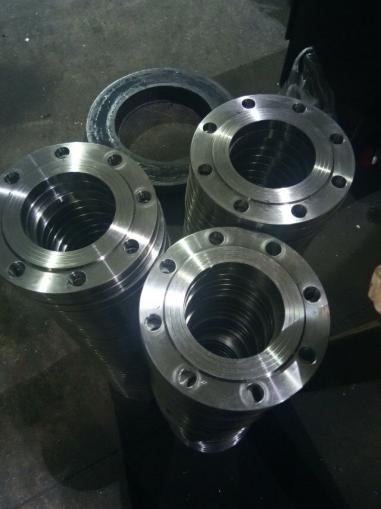


Laippa
Suosittelemme seuraavia kahta pystysuoraa sorvia suurten osien käsittelyyn.
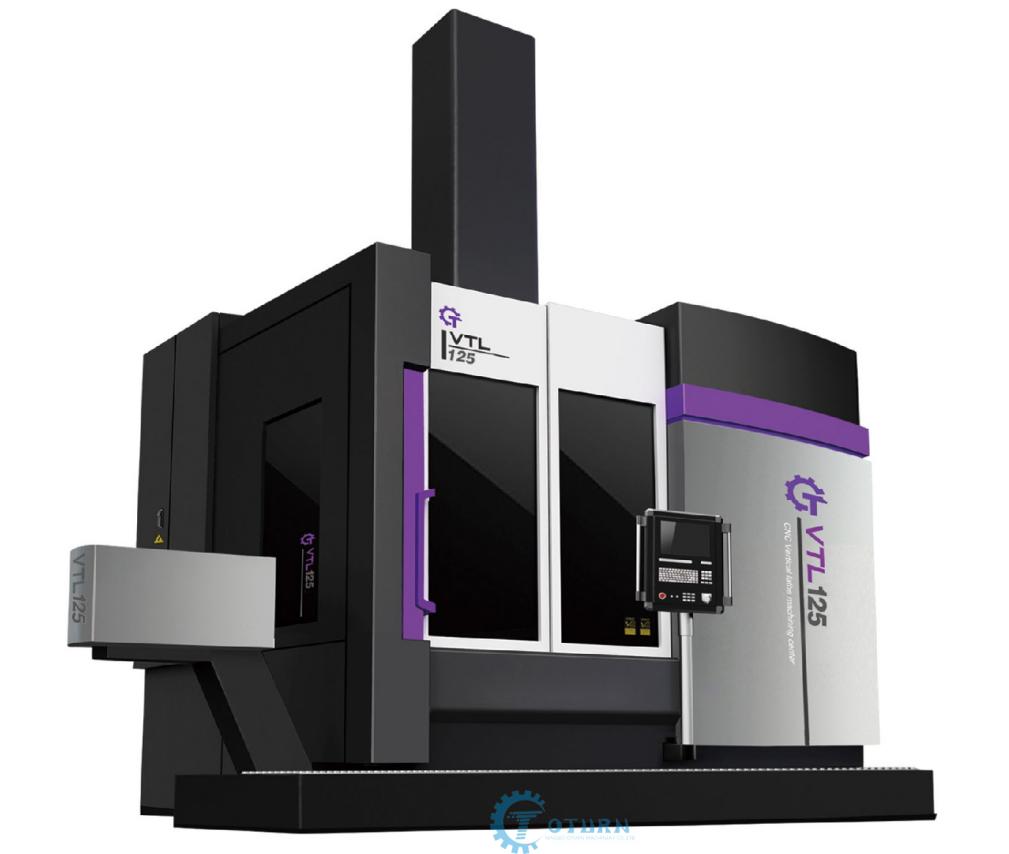
VTL-CMPystysuoratornisorvi
VTL CNC Pystysorvaussorvi on uusi designtuotteemme markkinoiden tarpeisiin ratkaisemaan avainkäsittelyteknologiaa. Se on liikkuva sädeyksi sarakeCNC pystysorvaus uudella rakennesuunnittelulla, teknologiatutkimuksella, koneen virheenkorjauksella jne.
Pääosissa käytetään kiinalaista ja ulkomaista kuuluisaa tuotemerkkiä, kuten CNC-ohjaus, tärkeimmät sähköosat, päälaakerit, kuularuuvi, päähydrauliikkaosat jne.
Kypsän teknologian käyttöönotto, maahantuotujen liitososien luotettava valikoima ja kehittyneet käsittely-, testaustavat, joilla varmistetaan, että koneella on korkea koneistustarkkuus, korkea jäykkyys, korkea luotettavuus ja järkevä asettelu.
Ominaisuudet
Tämä CNC-pystysorvi on yhdistetty työstökone, joka yhdistää sorvauksen ja hiontaan yhteen työstökoneeseen. TheCNCVTLSorvion kiinteäpalkkinen yksipylväinen CNC-kaksoistyökalunpidin pystysuora sorvi. Työstökone koostuu pyörivästä työpöydästä, nopeudenmuutosmekanismista, integroidusta pilarista, palkista, vasemmasta ja oikeasta työkalunpitimestä, ohjausjärjestelmästä ja itsenäisestä hydraulisesta ohjausjärjestelmästä. Vasen työkalutolppa on hiomapään työkalutolppa ja oikea työkalutolppa on CNC-sorvaustyökalutolppa. Tämän sorvihiomakomposiittikoneen työstökohteita ovat levyosat, mukaan lukien yksinkertaiset osat, kuten ulkokartion ja sisäkartion sorvaus ja hionta. Kääntötyökalun pidike ja hiomalaikan pidike on järjestetty koneen molemmille puolille. Työkalun pidike ja hiomalaikka ovat käsittelyssä. Runko liikkuu vaaka- ja pystysuunnassa vastaavia ohjauskiskoja pitkin. Kara pyörittää työkappaletta täydelliseen sorvaukseen ja hiontaan.

Thesuurin pystysuora sorvijonka tehtaamme voi tuottaa, on työpöytä, jonka halkaisija on 8000 mm. Tieteen ja teknologian kehittyessä, erityisesti epidemian vaikutuksesta, maa kehittää voimakkaasti tuulivoimateollisuutta kotimaisen kysynnän elvyttämiseksi. Laajamittaisia CNC-pystysorveja käytetään tuulivoimassa, konepajateollisuudessa ja autoissa. Laivoilla, ilmailulla ja muilla aloilla on laaja valikoima sovelluksia. Pystysuora CNC-sorvi on periaatteessa korvannut tavallisen pystysorvin, ratkaissut monia käsittelyongelmia ja parantanut käsittelyn tarkkuutta ja tuotannon tehokkuutta. Varsinaisen laitteiston uudistamisen lisäksi työstöteknologialle ja työkalujen suunnittelulle asetetaan monia uusia ja korkeampia vaatimuksia.
Teollisuudella on kaksi päävaatimustaCNC pystysuorat koneet. Toinen on korkea koneistustarkkuus ja toinen korkea tuotantotehokkuus valmistusprosessissa. Siksi on tarpeen parantaa CNC-pystysorvin kokoonpanovaatimuksia. Sekä X-akseli että Z-akseli ovat täysin suljettuja silmukoita, ja mekaanisen voimansiirron on oltava erittäin tarkka kuularuuvi, jotta varmistetaan työstökoneen vakaa työstö ja korkea työstökoneen tarkkuus ja toistuva paikannustarkkuus.
Vaikka toimintaCNC VTL-sorvion yksinkertaisempi kuin tavallinen sorvi, sillä on korkeammat vaatimukset ohjelmoijalle. Kohtuullisen ohjelmointitaidon hallinnan ja soveltamisen lisäksi tarvitaan myös CNC-pystysorvin ominaisuuksien hallintaa, mikä on tärkeää käsittelytehokkuuden parantamiseksi.
Ohjelmoija voi joustavasti asettaa työkalun pysäytyspisteen, vähentää työkalun tyhjäkäyntiä ja suunnitella järkevästi työkalun perääntymispisteen, mikä voi parantaa työkalun käyttötehoa.CNC VTL koneistus. Ohjelmoijana sinun on myös laskettava ja analysoitava kilogramman piirustus etukäteen, määritettävä työkalun kiinnityspituus, työstökoneen palkin säätökorkeus ja vähennettävä palkin korkeutta niin paljon kuin mahdollista, mikäli mahdollista. vaihda työkalu, muuten puskuri roikkuu pitkään. Työkalunpitimessä on huono jäykkyys ja tarkkuustyöstötarkkuus. Kohtuullista ohjelmointia varten on tarpeen määrittää työkalun ohjelmoinnin käsittelykoko X- ja Z-työkalun kalibroinnin vertailuarvojen avulla ja suorittaa mahdollisimman monta prosessia yhdellä työkalukalibroinnilla, jotta käyttäjä ei säädä työkalua uudelleen jokaisen prosessin aikana. . Toistuva mittaus ja toistuva työkalun säätö aiheuttavat työkaluvirheitä ja kumulatiivisia mittavirheitä, jotka lopulta vaikuttavat tuotteen tarkkuuteen.
TutkimusCNC pystysorvauskoneistusvirhe on tärkeä osa ja kehityssuunta nykyaikaisessa konevalmistuksessa ja siitä on tullut keskeinen kilpailukykyä parantava teknologia. Virheet ovat monitahoisia, ja lämpövirheiden analysointi ja tutkimus auttavat parantamaan kääntötarkkuutta. Ja tekniset vaatimukset.
Karan akseliVTL-koneeton suorassa asettelussa ja työpöytä on vaakatasossa, joten työkappaleen kiinnitys ja kohdistus ovat kätevämpiä. Tämä karan ja laakerikuorman asettelu mahdollistaaCNC-pystyrevolverisorvitoiminnan tarkkuuden säilyttämiseksi pitkään. Työpöydän karassa on erittäin tarkasti säädettävä säteittäinen välys kaksirivisellä lyhyellä lieriörullalaakerilla keskitystä varten. Aksiaalinen suunta ottaa vakiovirtauksen staattisen paineen ohjauskiskon. Työpöydällä on korkea pyörimistarkkuus, suuri kantavuus ja pieni lämpömuodonmuutos. Pystytyökalutolpan vaakasuora ohjain on staattinen paineenpurkausohjain ja painimen pystysuuntainen liikeohjain on liukuohjain.
Postitusaika: 18.9.2021