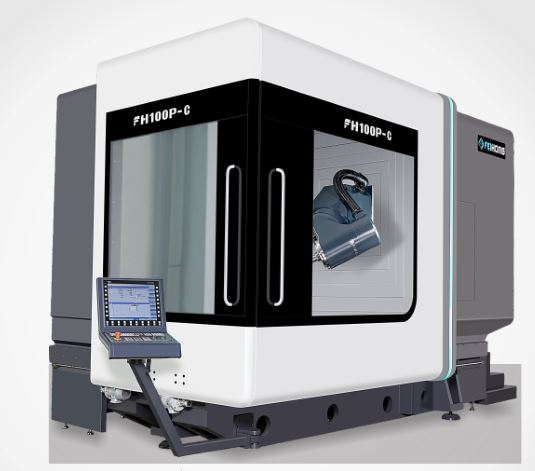
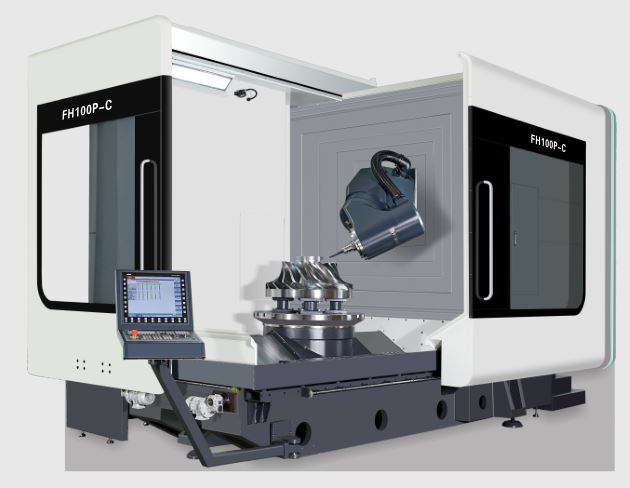
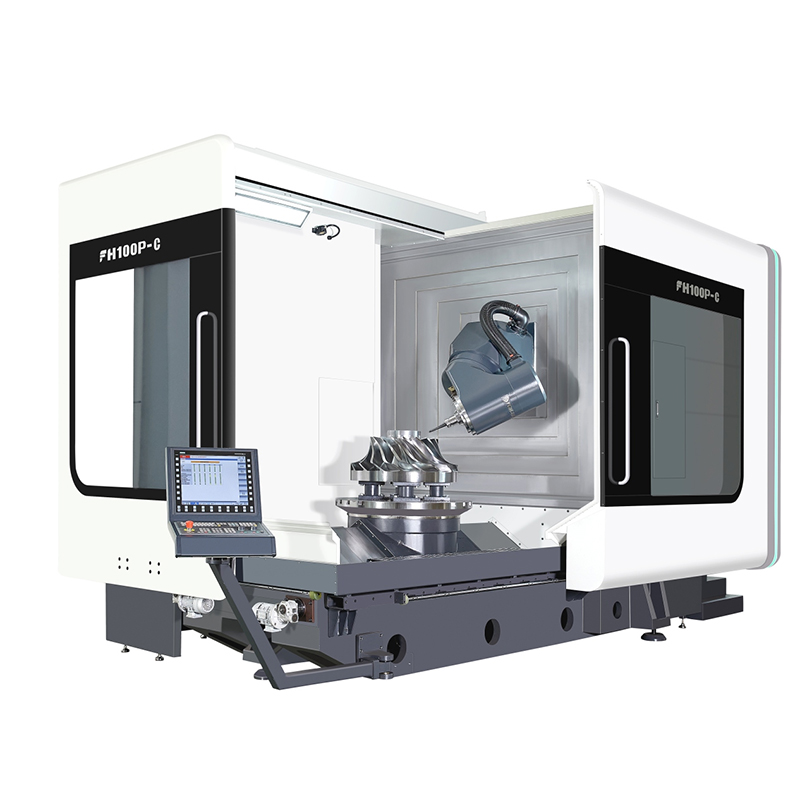
5 akselia samanaikainen jyrsintä Sorvaus 100P-C
Toimituslaajuus
Vakiovarusteiden toimintotaulukko (katso sähköisen ohjausosan ohjaintoimintoa)
1. Siemens 840DSL -ohjain
2. Merkki oma viisiakselinen monitoimikääntöpää
3. Sähköinen kara DGZX-24012/34B2-KFHWVJS
4. HSK-A100 40 työkalumakasiini automaattinen työkalunvaihtojärjestelmä
5.X/Y/Z ontto jäähdytyspalloruuvikäyttö
6. 7 lineaarirullaa (3 X-akselille, 2 Y/Z-akselille) – BOSCH REXROTH
7. X/Y/Z kolmiakselinen täysin suljetun silmukan optinen viivain
8. Sähkökotelon lämpötilan säätölaite
9. Karan jäähdytin
10. Spiraalilastuvalssauslaite ja takarautalastukuljetin rautalastuauto
11. Vesi karan keskeltä, rengasmainen vesisuihku
12. Puhalla ilmaa karan keskeltä ja puhalla ilmaa renkaaseen.
13. Viisiakselinen puolikuu puhaltaa vettä ja puolikuu puhaltaa ilmaa.
14. 1 tyyppinen turvalukitus etu- ja sivutyöoviin
15. Karan kiertojäähdytyslaite.
16. Vedenpitävä toimiva loistelamppu
17. Hydrauliaseman laite
18. Renishaw OMP60 -infrapuna-anturiyksikkö
19. Renishaw Laser Tool Setter
20. Keskitetty keskitetty automaattinen syöttövoitelulaite
21. Käyttöpuolen puhdistusvesipistooli ja ilmaliitäntä
22. Leikkuunesteen jäähdytysjärjestelmä
23. Täysin suljettu suojalevy
24. Käyttölaatikko
25. Sähkörasia on varustettu ilmastointilaitteella
26. Siemens elektroninen käsipyörä
27. Jalkakäyttöinen karatyökalun vapautuskytkin
28. Perustustason tyynyt ja perustuspultit
29. Säätötyökalut ja työkalulaatikot
30. Tekninen käsikirja
Parametri
| Tuote | Uni | FH100P-C |
| X-akselin liike | mm | 1000 |
| Y-akselin liike | mm | 1150 |
| Z-akselin liike | mm | 1000 |
| Etäisyys karan nokasta työpöydän pintaan | mm | 160-1160 |
| Vaakasuuntainen jyrsintäpää | mm | 30-1030 |
| Syöttö/nopea liikenopeus | m/min | 40 |
| Syöttövoima | KN | 10 |
| Pyörivä pöytä (C-akseli) | ||
| Työpöydän koko | mm | Ø1050 |
| Pöydän maksimikuorma (mylly) | kg | 4000 |
| Pöydän maksimikuorma (kääntö) | kg | 3000 |
| Pyörivä pöytä | rpm | 45 |
| Jyrsintä/sorvaus herätyspöytä (yhdistelmäjyrsintä ja sorvaus) | rpm | 500 |
| Minimi jakokulma | ° | 0,001 |
| Nimellismomentti | Nm | 1330 |
| Suurin vääntömomentti | Nm | 2630 |
| CNC-kääntöpää (B-akseli) | ||
| Kääntöalue (0=pysty/180=taso) | ° | -15-180 |
| Nopea liike ja ruokintanopeus | rpm | 103 |
| Minimi jakokulma | ° | 0,001 |
| Nimellismomentti | Nm | 1050 |
| Suurin vääntömomentti | Nm | 2130 |
| Kara (sorvaus ja jyrsintä) | ||
| Karan nopeus | rpm | 10 000 |
| Karan teho | Kw | 42/58 |
| Karan vääntömomentti | Nm | 215/350 |
| Karan nauha |
| HSKA100 |
| Etäisyys karan keskipisteestä palkin ohjaustien pinta | mm | 1091,5 |
| Malli | Yksikkö | FH100P-C |
| Työkalulehti | ||
| Työkalun käyttöliittymä |
| HSKA100 |
| Työkalumakasiinikapasiteetti | PCS | 40 |
| Max.työkalun halkaisija/pituus/paino |
| Ø135/300/12 |
| Työkalukytkin (Tool to) | S | 2 |
| Mittauslaite | ||
| Infrapuna-anturi | Rensishaw OMP60 | |
| Työkaluntunnistuslaite työstöalueella | Rensishaw NC4F230 | |
| Käsittelykapasiteetti | ||
| Suurin poraushalkaisija (keskikokoinen teräs) |
| Ø50 |
| Max.kierteityshalkaisija (keskikokoinen teräs) |
| M40 |
| Suurin jyrsintähalkaisija (keskikokoinen teräs) |
| 250 |
| Tarkkuus (ISO230-2 ja VDI3441) | ||
| X/Y/Z-paikannustarkkuus | mm | 0,006 |
| X/Y/Z Toista paikannustarkkuus | mm | 0,004 |
| B/C-paikannustarkkuus |
| 8" |
| B/C Toista paikannustarkkuus | 4" | |
| Ohjausjärjestelmä |
| Siemens 840D |
| Koneen korkeus (yleinen kone) | mm | 3650 |
| Pääkoneen varattu alue (L*L) | mm | 5170x3340 |
| Työkalumakasiinin varattu alue (L*L) | mm | 1915x1400 |
| Varattu alue lastukuljettimelle (L*L) | mm | 3120x1065 |
| Vesisäiliön varattu alue (L*L) | mm | 1785x1355 |
| Kokonaisvarattu alue koko koneeseen (L*L) | mm | 6000x3750 |
| Koneen paino | Kg | 21 000 |
Kone CNCohjain
| Ohjausjärjestelmä | Siemens 840DSL (moottori ja vetolaite) | ||
| Ohjausakselien lukumäärä | 5-akselinen samanaikainen jyrsintä ja samanaikainen sorvaus (NC-akseli + kara, BC-akseli) | ||
| 5 akselin samanaikainen ohjaus Samanaikainen jyrsintä sorvauksen kanssa | paikannusakseli | Vakio X, Y, Z, B, C | |
| interpolointi | suora viiva | X-, Y-, Z-, B-, C-akselit (X, Y, Z, B, C voidaan kompensoida) | |
| kaari | X-, Y-, Z-, B-, C-akselit (X, Y, Z, B, C voidaan kompensoida) | ||
| Minimi opetusyksikkö | 0,001 um | ||
| minimiohjausyksikkö | 0,1 nm | ||
| Näyttö | 19 LCD | ||
| Moottori | Kolminkertainen ylikuormituskyky absoluuttisen kooderin kanssa (enkooderin sijainti ei koskaan katoa) | ||
| Ulkoinen viestintätoiminto | Ethernet- ja RS232C-liitäntä | ||
| Toimintatila | MDI, automaattinen, manuaalinen, käsipyörä, lähtö (absoluuttinen), REPOS | ||
| ohjelmallisesti | ISO-kielieditori verkossa | ||
| Suurin PLC-ohjelmoinnin tallennuskapasiteetti | 2048 kt | ||
| Interpolointitoiminto | Suorat viivat, ympyrät keskipisteiden läpi ja läpi, spiraalit, hienot pinnat, nopeat asetukset jne. | ||
| Työkalujen siirtymien määrä | 512 ryhmää | ||
| Käsipyörän suurennus | 0,1/0,01/0,001 mm | ||
| Minimisäätö ja liikkuvat yksiköt | 1um/X,Y,Z | ||
| tietojen säästäminen | Muistitiedot eivät koskaan katoa, kun virta katkaistaan | ||
| syöttönopeus | 0–150 % | ||
| Pikakelaus eteenpäin | 0–100 % | ||
| Tulo- ja lähtöliitäntä | Ethernet- ja RS232C-liitäntä, CF-kortti, USB-muistin varmuuskopiointi | ||
| näytön kieli | kiina ja englanti | ||
Vakiokokoonpanomäärä
| No | Lisävarusteen nimi | yksikkö | Määrä |
| 1 | jalkasäätimen kytkin | aseta | 1 |
| 2 | Hydraulinen kiinnitysmekanismi | aseta | 1 |
| 3 | Keskitetty voitelulaite | aseta | 1 |
| 4 | jäähdytysjärjestelmä | aseta | 1 |
| 5 | toimiva lamppu | aseta | 1 |
| 6 | Kolmivärinen valo | aseta | 1 |
| 7 | vaakasuora silta | Kpl | 1 |
| 8 | Työstökoneiden kiinnitykset | aseta | 1 |
| 9 | Vakiotyökalupaketti | aseta | 1 |
| 10 | turva-oven lukko | aseta | 1 |
| 11 | pohjasarja | aseta | 1 |
| 12 | Asenna säätötyökalu | aseta | 1 |
| 13 | Jäykkä kierteitys ja karan monipisteasemointi | aseta | 1 |
| 14 | Ruuvikuljetin ja automaattinen lastunpoistokone | aseta | 1 |
| 15 | Vakiohydraulijärjestelmä | aseta | 1 |
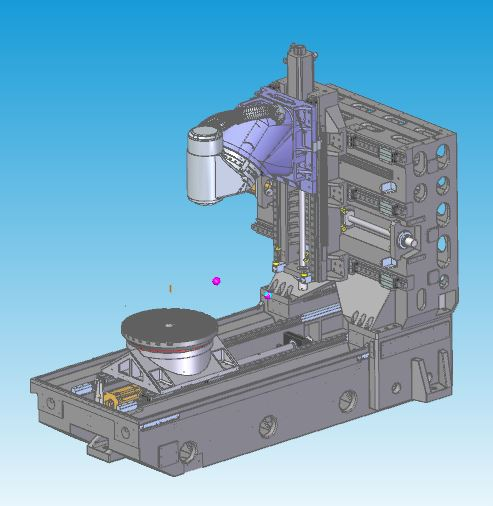
Suunnitteluominaisuudet |Paras mekaaninen lankavaluanalyysisuunnittelu
Täyslaatikkotyyppinen termosymmetrinen valurakenne, jossa käytetään korkealaatuista Meehanna-valurautaa
Karkaisu ja luonnollinen ikääntymishoito sisäisen stressin poistamiseksi
Rakenteellinen omataajuinen värähtely eliminoi materiaalin käsittelyjännityksen
Laaja-alainen erittäin jäykkä pilarirakenne koko seinällä, mikä parantaa tehokkaasti jäykkyyttä sekä staattista ja dynaamista tarkkuutta
Kolmiakselinen ontto jäähdytysruuvikäyttö
CNC-kääntöpää (B-akseli)

Suunnitteluominaisuuksia
Sisäänrakennettu DD-moottorin nollavaihteistoketju ilman välystä
Korkeat kiihtyvyysominaisuudet
Lyhin jänneväli karan työkalun kärjen ja rakenteellisen tukipisteen välillä takaa maksimaalisen leikkausjäykkyyden
Suuremmat YRT-laakerit lisäävät jäykkyyttä
Varustettu HEIDENHAINin erittäin tarkalla pyörivällä anturimittausjärjestelmällä, täysin suljetun silmukan ohjaus varmistaa parhaan tarkkuuden
Karan ja B-akselin jäähdytysjärjestelmän suunnittelu lämmönsiirron vähentämiseksi
Pyörivä pöytä (C-akseli)

Suunnitteluominaisuuksia
Sisäänrakennettu DD-moottorin nollavaihteistoketju ilman välystä
Korkeat kiihtyvyys- ja hidastusvasteominaisuudet
Suuremmat YRT-laakerit lisäävät jäykkyyttä
Suuri nimellinen käyttömomentti, paikoitus ja käsittely pöydän asemointi- ja kiinnityslaitteella
Täyttää kaksi käsittelytarpeet, jyrsintä ja jyrsintä-sorvaus, vähentää työkappaleen käsittelyä ja parantaa tuotteen tarkkuutta
Varustettu HEIDENHAINin erittäin tarkalla pyörivällä anturimittausjärjestelmällä, täysin suljetun silmukan ohjaus varmistaa parhaan tarkkuuden
Jäähdytysjärjestelmän suunnittelu vähentää lämmönsiirtoa
Nostettava työkalun asetin

Suunnitteluominaisuuksia
Varustettu kosketuksettomalla Ransishaw NC4F230 lasertyökalun asettimella lisää tarkkuutta
Automaattinen työkalun asetus koneessa, automaattinen työkalun kompensoinnin päivitys
Työkalun asetuslaitetta voidaan nostaa ja laskea työstöpinnan tilan säästämiseksi
Täysin tiivistetty metallilevyrakenne suojaa työkalun asettajaa vedeltä ja rautahiukkasilta käsittelyn aikana
Infrapuna-anturi
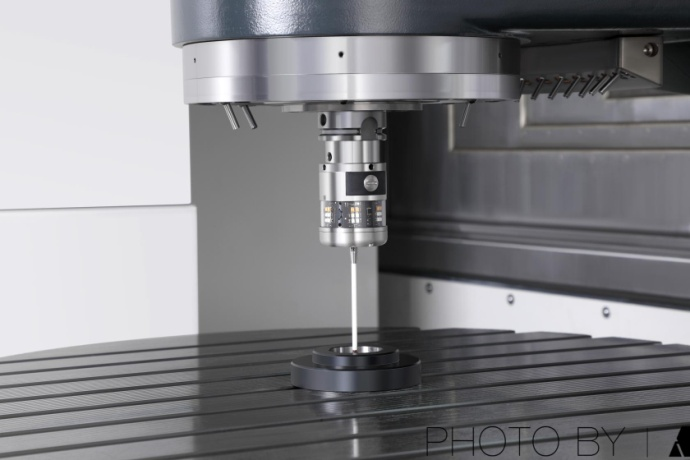
Suunnitteluominaisuuksia
Varustettu Ransishaw OMP60 optisella kosketusanturilla
Koneessa tehtävä työkappaleen kohdistus ja koon tarkastus, vähentää manuaalisia tarkastusvirheitä, parantaa tuotteen tarkkuutta ja käsittelytehoa
90 % säästö koneen avustustyössä