
BOSM -5020-5Z vastapäinen porausjyrsinkone
1.Laitteen käyttö:
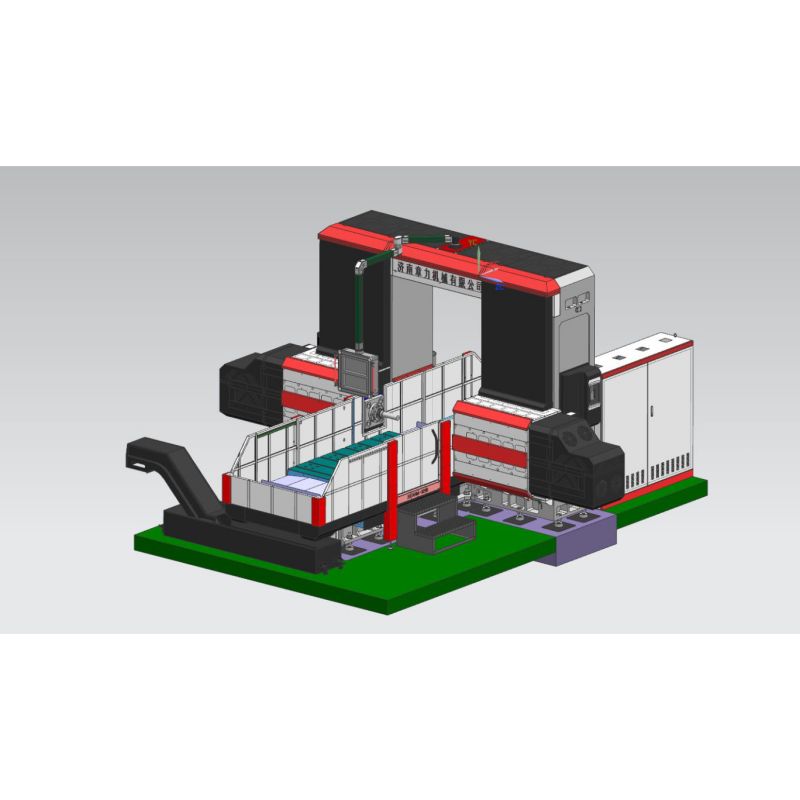
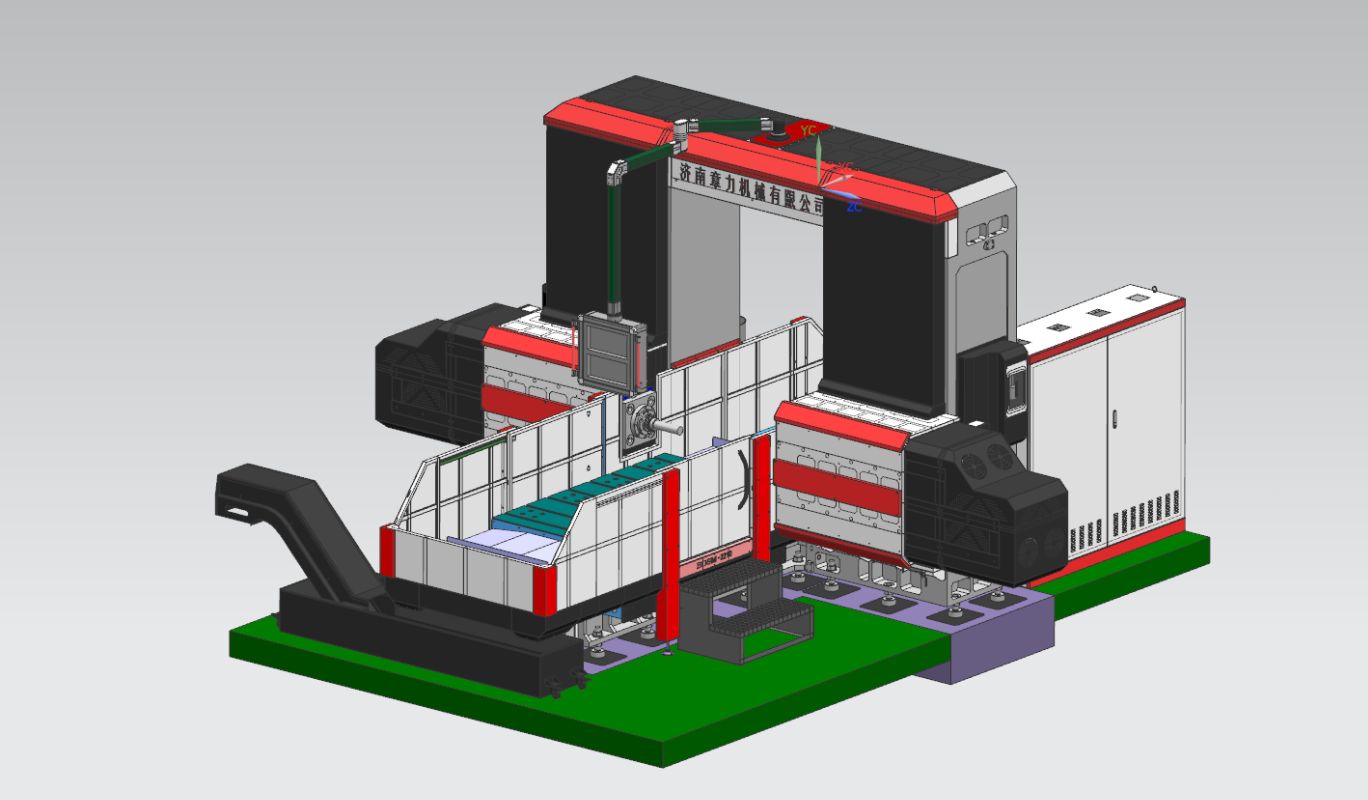
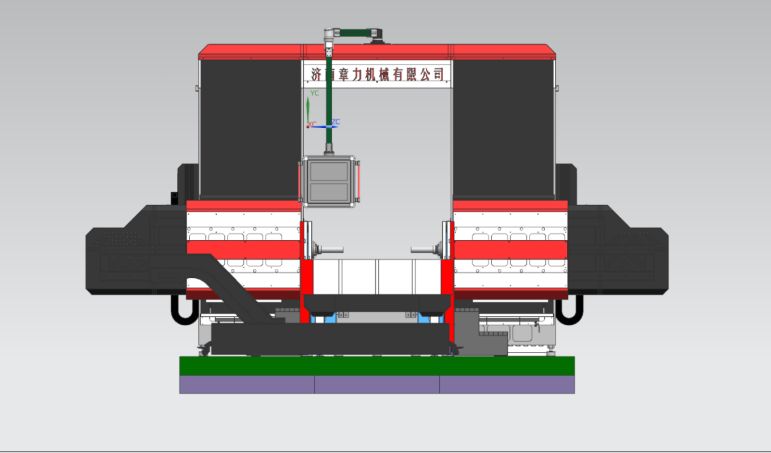
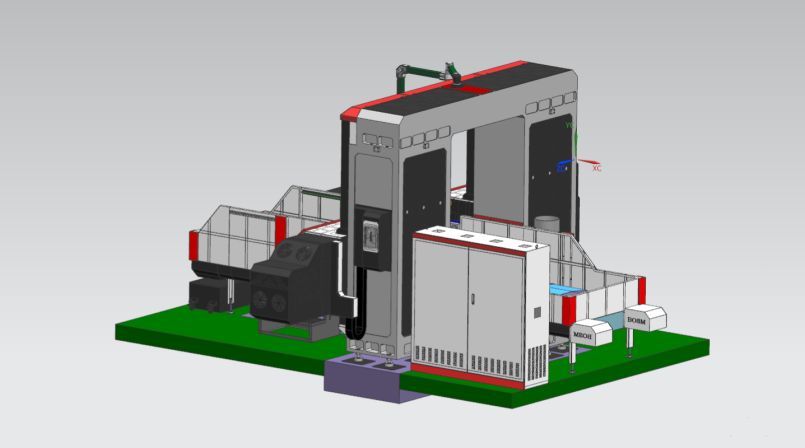
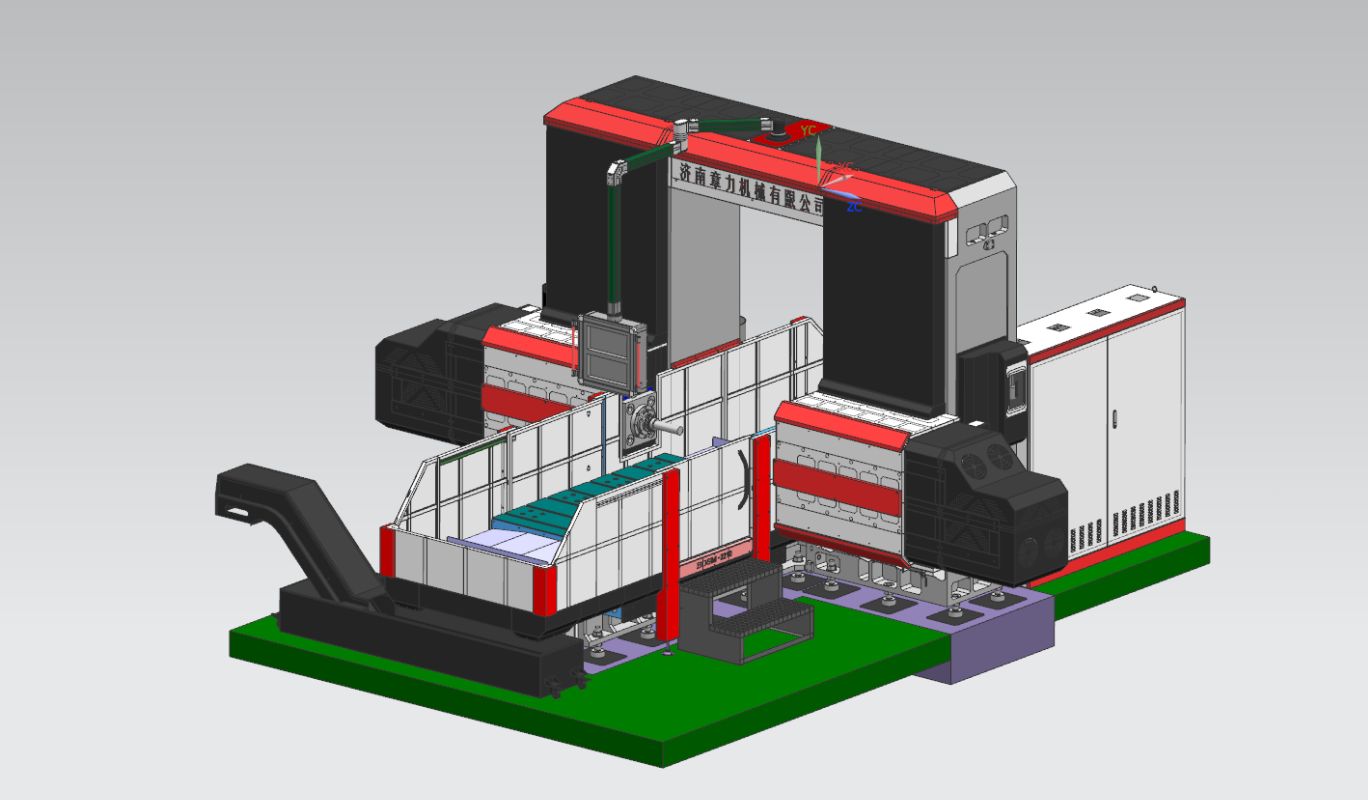
BOSM-5020-5Z CNC-työpenkki liikkuva kaksipylväinen, pää-päähän poraus- ja jyrsinkone on erityinen kone symmetristen työkappaleiden suunnitteluun.Kone on varustettu erityisellä siirrettävällä työpöydällä ja kahdella vaakasuuntaisella mäntäsarjalla, jotka voivat toteuttaa työkappaleen porauksen, jyrsinnän, porauksen ja muun työstötyön tehokkaalla iskualueella, työkappale voidaan käsitellä paikallaan kerralla (ei tarvetta toissijainen kiinnitys), nopea lastaus- ja purkunopeus, nopea paikannusnopeus, korkea käsittelytarkkuus ja korkea käsittelytehokkuus.
2.Laitteen rakenne:
2.1. Koneen pääkomponentit
Peti, työpöytä, vasen ja oikea pylväs, palkit, portaalin yhdyspalkit, satulat, männät jne. ovat kaikki valmistettu hartsihiekkavalusta, korkealaatuisesta harmaarauta 250 -valusta, hehkutettu kuumahiekkakuoppaan → tärinävanheneminen → uunihehkutus → tärinä Vanheneminen → karkea työstö → tärinävanheneminen → uunihehkutus → tärinävanheneminen → viimeistely, eliminoi osien negatiivisen jännityksen kokonaan ja pitää osien suorituskyvyn vakaana.Kiinteä sänky, vasen ja oikea pylväs, portaali ja työpöytä liikkuvat;Koneessa on jyrsintä, poraus Leikkaus, poraus, upotus, kierre ja muut toiminnot, työkalun jäähdytysmenetelmä on ulkoinen jäähdytys, kone sisältää 5 syöttöakselia, jotka voivat toteuttaa 4-akselisen liitoksen, 5-akselin yksitoiminen, 2 tehopäätä , Koneen aksiaalinen ja Tehopää näkyy alla olevassa kuvassa.
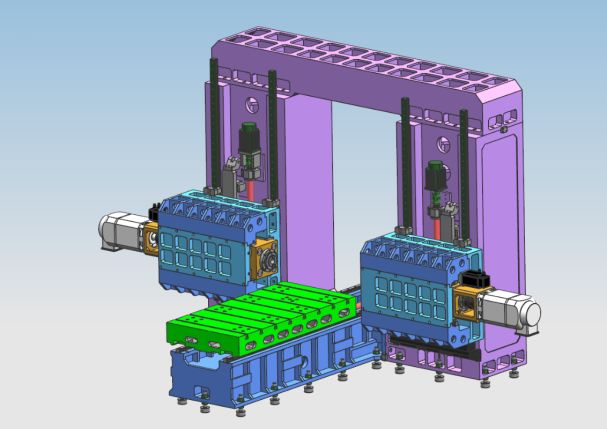
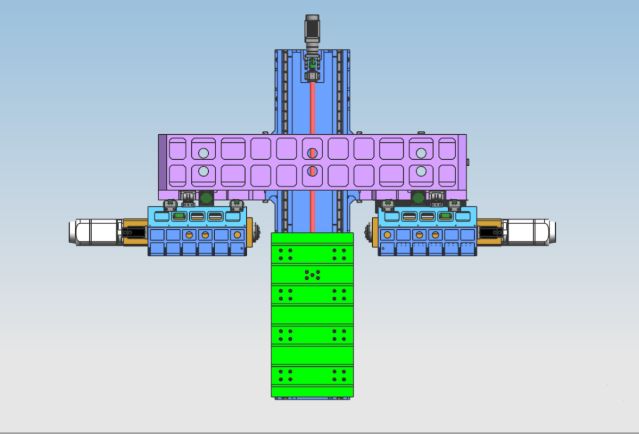
2.2. Aksiaalisen voimansiirron syöttöosan päärakenne
2.2.1.X-akseli: Työpöytä liikkuu edestakaisin kiinteän alustan ohjauskiskoa pitkin.
X-akselin voimansiirto: AC-servomoottoria ja erittäin tarkkaa planeettavähennystä käytetään työpöydän ohjaamiseen palloruuvin kautta X-akselin lineaarisen liikkeen toteuttamiseksi.
Ohjainkiskomuoto: Aseta kaksi erittäin lujaa, tarkkaa lineaarista ohjauskiskoa
2.2.2.Y1-akseli: Tehopää ja painin on asennettu pystysuoraan pilarin etupuolelle ja liikkuvat edestakaisin vasemmalle ja oikealle pilarin ohjauskiskoa pitkin.
Y1-akselin voimansiirto: AC-servomoottoria käytetään kuularuuvin ohjaamiseen satulan liikuttamiseen ja Y1-akselin lineaarisen liikkeen toteuttamiseen.
Ohjainkiskomuoto: 4 kpl 45-tyypin lineaarijohteita.
2.2.3.Y2-akseli: Voimanpään toinen painin asennetaan pystysuoraan pilarin etupuolelle, ja se liikkuu edestakaisin vasemmalle ja oikealle kolonnin ohjauskiskoa pitkin.
Y2-akselin voimansiirto: AC-servomoottoria käytetään kuularuuvin ohjaamiseen satulan liikkeen toteuttamiseksi Y1-akselin lineaarisen liikkeen toteuttamiseksi.
Ohjainkiskomuoto: 4 kpl 45-tyypin lineaarijohteita


2.2.4.Z1-akseli: Tehopään liukuva satula on asennettu pystysuoraan oikean pylvään etupuolelle, ja se liikkuu edestakaisin ylös ja alas pilarin ohjauskiskoa pitkin.
Z1-akselin voimansiirto: AC-servomoottoria ja erittäin tarkkaa planeettavähennystä käytetään painamaan mäntä liikkumaan palloruuvin läpi Z1-akselin lineaarisen liikkeen toteuttamiseksi.
Ohjainkiskomuoto: 2 65-tyyppistä lineaarijohdetta
2.2.5.Z2-akseli: Tehopään liukusatula on asennettu pystysuoraan oikean pylvään etupuolelle ja liikkuu edestakaisin ylös ja alas pilarin ohjauskiskoa pitkin.
Z1-akselin voimansiirto: AC-servomoottoria ja erittäin tarkkaa planeettavähennystä käytetään painamaan painin liikkumaan palloruuvin läpi Z2-akselin lineaarisen liikkeen toteuttamiseksi.
Ohjainkiskomuoto: 2 65-tyyppistä lineaarijohdetta

Laadukas HT250 valupilari 2 kpl 65 tyyppisiä raskaan käytön lineaarisia ohjauskiskoja
Poraus- ja jyrsintäpää (mukaan lukien voimapäät 1 ja 2) on nelikulmainen yhdistelmäsylinteri, ja liikesuuntaa ohjaavat 4 lineaarista telan ohjauskiskoa.Taajuusmuuttaja käyttää AC-servomoottoria tarkkuuskuularuuviparin käyttämiseen.Kone on varustettu typen tasapainottimella., Vähennä ruuvin ja servomoottorin koneen kannan kantavuutta.Z-akselin moottorissa on automaattinen jarrutustoiminto.Sähkökatkon sattuessa automaattijarru pitää moottorin akselin tiukasti kiinni, jotta se ei pääse pyörimään.Työskenneltäessä, kun poranterä ei kosketa työkappaletta, se syöttää nopeasti;kun poranterä koskettaa työkappaletta, se vaihtaa automaattisesti työsyöttöön.Kun poranterä tunkeutuu työkappaleeseen, se vaihtaa automaattisesti pikakelaukseen;Kun poranterän pää lähtee työkappaleesta ja saavuttaa asetetun asennon, se siirtyy seuraavaan reiän asentoon automaattisen kierron toteuttamiseksi.Ja se voi toteuttaa sokean reiän porauksen, jyrsinnän, viisteen, lastun murtamisen, automaattisen lastunpoiston jne. toiminnot, mikä parantaa työn tuottavuutta.


500 mm:n iskunvaimennussekoitettu neliömäinen voimapää käyttää lineaarisia ohjaimia perinteisten terien sijaan parantaakseen huomattavasti ohjaustarkkuutta ja säilyttäen samalla neliömäisen jäykkyyden.
2.3. Lastujen poisto ja jäähdytys
Työpöydän alle on asennettu molemmille puolille kierre- ja litteäketjuiset lastukuljettimet, ja lastut voidaan kuljettaa lopussa automaattisesti lastukuljettimelle kahden spiraali- ja ketjulevyvaiheen kautta sivistyneen tuotannon toteuttamiseksi.Lastukuljettimen jäähdytysnestesäiliössä on jäähdytyspumppu, jota voidaan käyttää työkalun ulkoiseen jäähdytykseen työkalun suorituskyvyn ja käyttöiän varmistamiseksi, ja jäähdytysneste voidaan kierrättää.

3.Täysin digitaalinen numeerinen ohjausjärjestelmä:
3.1.Lastunmurtotoiminnolla voidaan asettaa lastun katkeamisaika ja lastunmurtojakso ihmisen ja koneen välisellä rajapinnalla.
3.2.Työkalun nostotoiminnolla varustettuna työkalun nostoetäisyys voidaan asettaa ihmisen ja koneen välisellä rajapinnalla.Kun etäisyys saavutetaan, työkalu nostetaan nopeasti, sitten lastut heitetään pois, ja sitten se pikakelataan porauspinnalle ja muunnetaan automaattisesti työskentelyyn.
3.3.Keskitetty ohjausyksikkö ja kädessä pidettävä laite käyttävät numeerista ohjausjärjestelmää, ja niissä on USB-liitäntä ja LCD-nestekidenäyttö.Ohjelmoinnin, tallennuksen, näytön ja viestinnän helpottamiseksi käyttöliittymässä on toimintoja, kuten ihmisen ja koneen välinen dialogi, virheen kompensointi ja automaattinen hälytys.
3.4.Laitteen tehtävänä on esikatsella ja tarkistaa reiän sijainti ennen käsittelyä, ja toiminta on erittäin kätevää.
4.Automaattinen voitelu
Koneen tarkat lineaariset ohjauskiskoparit, tarkkuuspalloruuviparit ja muut erittäin tarkat liikeparit on varustettu automaattisilla voitelujärjestelmillä.Automaattinen voitelupumppu tuottaa paineöljyä, ja kvantitatiivinen voitelulaitteen öljykammio tulee öljyyn.Kun öljykammio on täytetty öljyllä, kun järjestelmän paine nousee arvoon 1,4-1,75 Mpa, järjestelmän painekytkin sulkeutuu, pumppu pysähtyy ja tyhjennysventtiili purkautuu samanaikaisesti.Kun öljynpaine tiellä laskee alle 0,2 Mpa:n, kvantitatiivinen voitelulaite alkaa täyttää voitelukohtaa ja suorittaa yhden öljytäytön.Kvantitatiivisen öljysuuttimen tarkan öljynsyötön ja järjestelmän paineen havaitsemisen ansiosta öljynsyöttö on luotettavaa, mikä varmistaa, että jokaisen kinemaattisen parin pinnalla on öljykalvo, mikä vähentää kitkaa ja kulumista ja estää ylikuumenemisen aiheuttama sisäinen rakenne., varmistaaksesi Koneen tarkkuuden ja käyttöiän.Liukuvaan ohjauskiskopariin verrattuna tässä koneessa käytetyllä vierivällä lineaarisella ohjauskiskoparilla on useita etuja:
①Liikeherkkyys on korkea, vierivän ohjauskiskon kitkakerroin on pieni, vain 0,0025 ~ 0,01, ja käyttövoima on huomattavasti pienempi, mikä vastaa vain 1/10: tä tavallisista koneista.
② Ero dynaamisen ja staattisen kitkan välillä on hyvin pieni, ja seurantasuorituskyky on erinomainen, eli aikaväli ajosignaalin ja mekaanisen toiminnan välillä on erittäin lyhyt, mikä parantaa vastenopeutta ja herkkyyttä. numeerinen ohjausjärjestelmä.
③ Se soveltuu nopeaan lineaariseen liikkeeseen, ja sen hetkellinen nopeus on noin 10 kertaa suurempi kuin liukuvien ohjauskiskojen.
④ Se voi toteuttaa aukoton liikkeen ja parantaa mekaanisen järjestelmän liikkeen jäykkyyttä.
⑤Ammattimaisten valmistajien tuottama, sillä on korkea tarkkuus, hyvä monipuolisuus ja helppo huolto.
5.Kolmiakselinen lasertarkastus:
Jokainen Bosmanin kone on kalibroitu Yhdistyneen kuningaskunnan RENISHAW-yhtiön laserinterferometrillä tarkastamaan ja kompensoimaan tarkasti ja kompensoimaan nousuvirheen, välyksen, paikannustarkkuuden, toistuvan paikannustarkkuuden jne. varmistaakseen laitteen dynaamisen, staattisen vakauden ja käsittelytarkkuuden. kone.Pallotangon tarkastus Jokaisessa koneessa käytetään brittiläisen RENISHAW-yrityksen kuulatankoa kalibroimaan todellisen ympyrän tarkkuuden ja koneen geometrisen tarkkuuden ja suorittamaan samalla ympyräleikkauskokeita varmistaakseen koneen 3D-työstötarkkuuden ja ympyrätarkkuuden.


6.Koneen käyttöympäristö:
6.1.Laitteiden käyttöympäristövaatimukset
Ympäristön lämpötilan tasaisen tason ylläpitäminen on olennainen tekijä tarkkuustyöstössä.
(1) Käytettävissä olevat ympäristön lämpötilavaatimukset ovat -10 °C - 35 °C, kun ympäristön lämpötila on 20 °C, kosteuden tulee olla 40 - 75%.
(2) Jotta Koneen staattinen tarkkuus pysyy määritellyllä alueella, optimaalisen ympäristön lämpötilan on oltava 15 °C - 25 °C ja lämpötilaero ei saa ylittää ±2 °C/24h.
6.2.Virtalähdejännite: 3 vaihetta, 380V, ±10 % jännitteenvaihtelualueella, virransyöttötaajuus: 50HZ.
6.3.Jos jännite käyttöalueella on epävakaa, Kone tulee varustaa stabiloidulla virtalähteellä koneen normaalin toiminnan varmistamiseksi.
6.4Koneessa tulee olla luotettava maadoitus: maadoitusjohto on kuparilankaa, johdon halkaisija ei saa olla alle 10 mm² ja maadoitusresistanssin tulee olla alle 4 ohmia.
6.5Laitteen normaalin toimintakyvyn varmistamiseksi, jos ilmalähteen paineilma ei täytä ilmalähteen vaatimuksia, tulee ennen ilmanottoa lisätä ilmalähteen puhdistuslaite (kosteudenpoisto, rasvanpoisto, suodatus). koneesta.
6.6.Pidä laite poissa suorasta auringonpaisteesta, tärinästä ja lämmönlähteistä, suurtaajuusgeneraattoreista, sähköhitsauskoneista jne., jotta vältytään koneen tuotannossa epäonnistumiselta tai koneen tarkkuuden menetyksiltä.
7.Tekniset parametrit:
| Malli | 5020-5Z | |
| Suurin työstettävän työkappaleen koko | Pituus × leveys × korkeus (mm) | 5000×2000×2500 |
| Portaalin maksimisyöttö | Leveys (mm) | 2300 |
| työpöydän koko | Pituus X Leveys (mm) | 5000*2000 |
| Pöytämatkailu | Työpöytä liikkuu edestakaisin (mm) | 5000 |
| Kaksinkertainen nosto ylös ja alas | Männän liike ylös ja alas (mm) | 2500 |
| Vaakasuuntainen painintyyppinen porauspää, yksi kaksi | Määrä (2) | 2 |
| Vaakasuuntainen painintyyppinen porauspää, yksi kaksi | Karan kartio | BT50 |
| Karan nopeus (r/min) | 30-5000 | |
| Servokaran moottorin teho (kw) | 37*2 | |
| Kahden karan nokkapäiden keskipisteiden välinen etäisyys (mm) | 1500-2500mm | |
| Yhden painimen vasen ja oikea isku (mm) | 500 | |
| Kaksoismännän vasen ja oikea isku (mm) | 1000 | |
| Kaksisuuntainen paikannustarkkuus | 300mm * 300mm | ±0,025 |
| Kaksisuuntainen toistuva paikannustarkkuus | 300mm * 300mm | ±0,02 |
| Bruttopaino (t) | (noin) 55 | Bruttopaino (t) |






