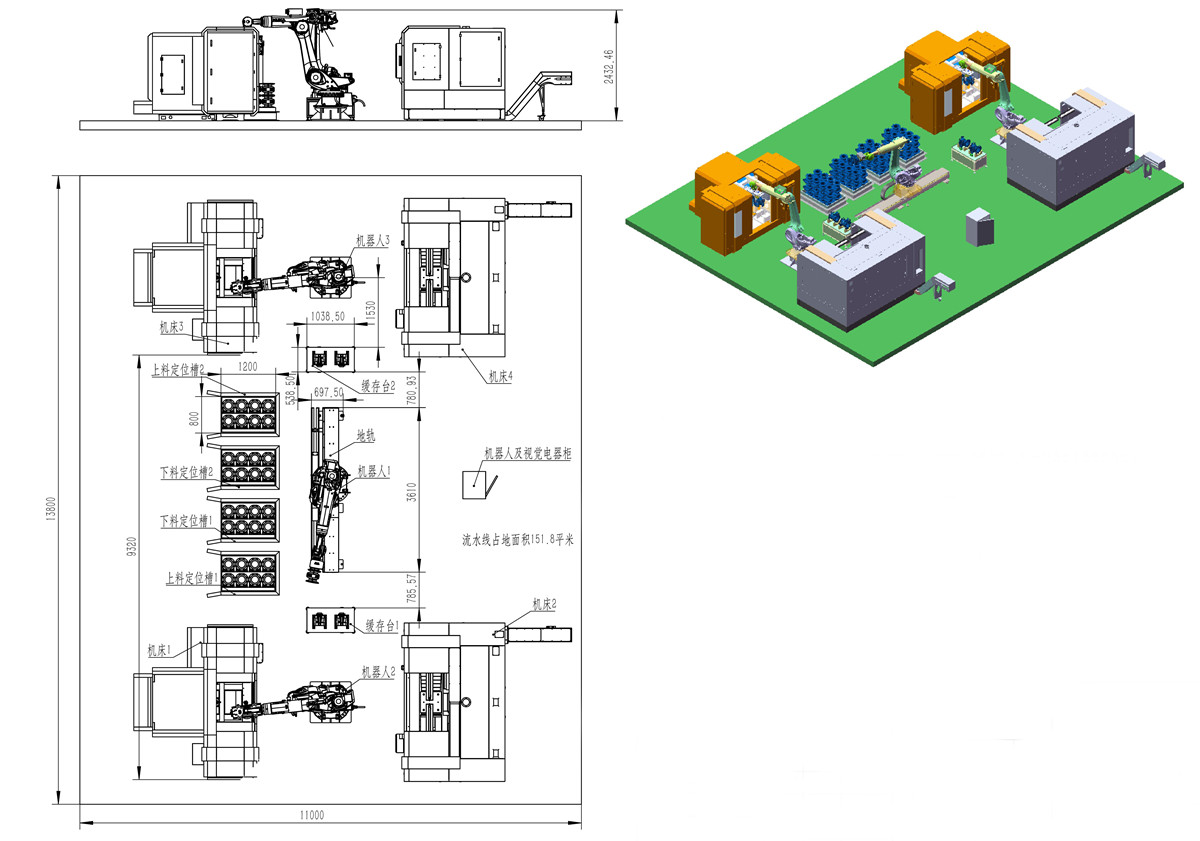
Soft Gate Valve -tuotantolinja
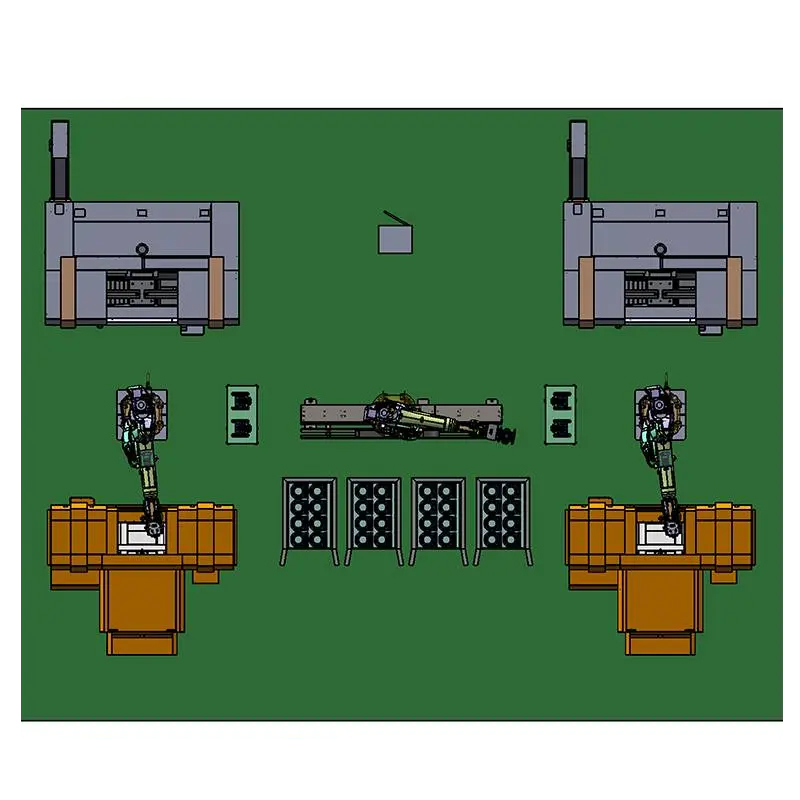
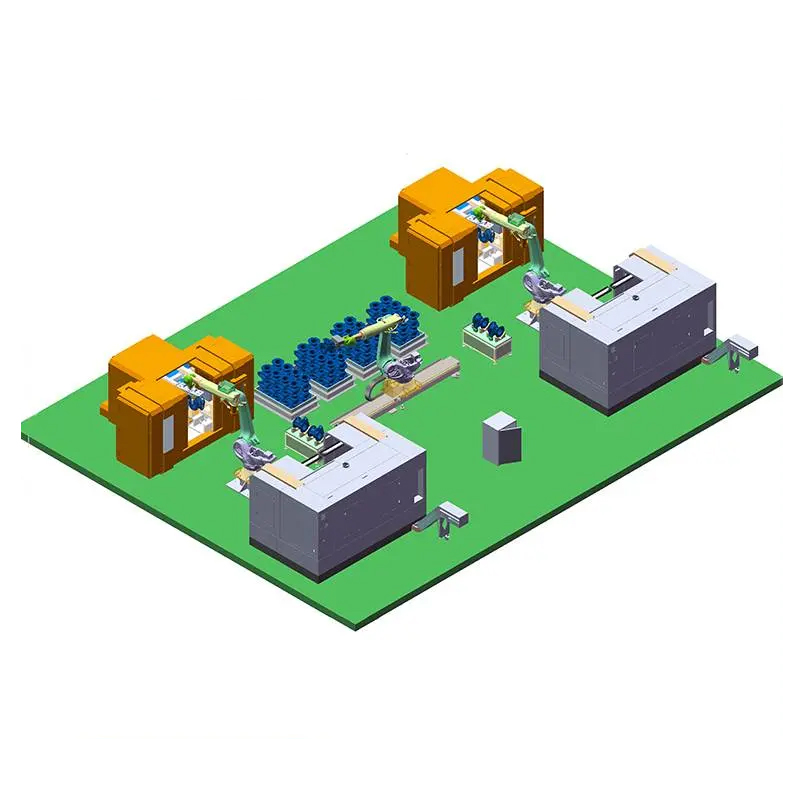
1.Käyttäjä asettaa lavan, joka on täynnä venttiilirungon työkappaleita, lastausasentouraan 1 ja lastausasentouraan 2 paikoitusta varten ja asettaa tyhjän alustan täyttöasentouraan 1 ja purkamisasemointiuraan 2 asemointia varten.
2. Robotin 1 kamera skannaa työkappaleen lavalla syöttökohdistusraossa 1 kohdistaakseen työkappaleen tarkasti, ja työkappale 1 kiinnitetään ja asetetaan puskuripöydän 1 asentotelineeseen.
Samalla se tarttuu työstettävään työkappaleeseen 3 (robotti 2 on juuri tarttunut siihen työstökoneesta 2), siirtyy purkupaikoitusrakoon 1 ja asettaa sen siististi lavalle tarpeen mukaan.
Robotin 1 kamera skannaa lavalla olevaa työkappaletta syöttökohdistusraossa 2 työkappaleen kohdistamiseksi tarkasti, ja työkappale 4 kiinnitetään ja asetetaan puskuripöydän 2 asemointitelineeseen.
Samalla se tarttuu käsiteltyyn työkappaleeseen 6 (robotti 3 on juuri tarttunut työstökoneesta 4), siirtyy purkupaikoitusrakoon 2 ja asettaa sen siististi lavalle tarpeen mukaan.
3. Robotti 2 puristaa työkappaleen 1 puskuripöydältä 1 ja juoksee työstökoneeseen 1, tarttuu valmiiseen työkappaleeseen 2 ja puristaa työkappaleeseen 1, juoksee työstökoneeseen 2, tarttuu valmiiseen työkappaleeseen 3 ja puristaa työkappaleen 2 , ja juoksee puskuripöytään 1. Aseta työkappale 3. Robotti 2 suorittaa syklin loppuun.
4. Robotti 3 tarttuu työkappaleeseen 4 puskurointipöydältä 2 ja juoksee työstökoneeseen 3, tarttuu valmiiseen työkappaleeseen 5 ja puristaa työkappaleen 4, juoksee työstökoneeseen 4, tarttuu valmiiseen työkappaleeseen 6 ja puristaa työkappaleen 5 , ja juoksee puskuripöydälle 2. Aseta työkappale 6. Robotti 3 suorittaa syklin loppuun.